Produkte
Dienstleistungen
Kontakt
innovations in technology IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Unternehmen
© A bis Z KAWA-TEC GmbH I Alle Rechte vorbehalten

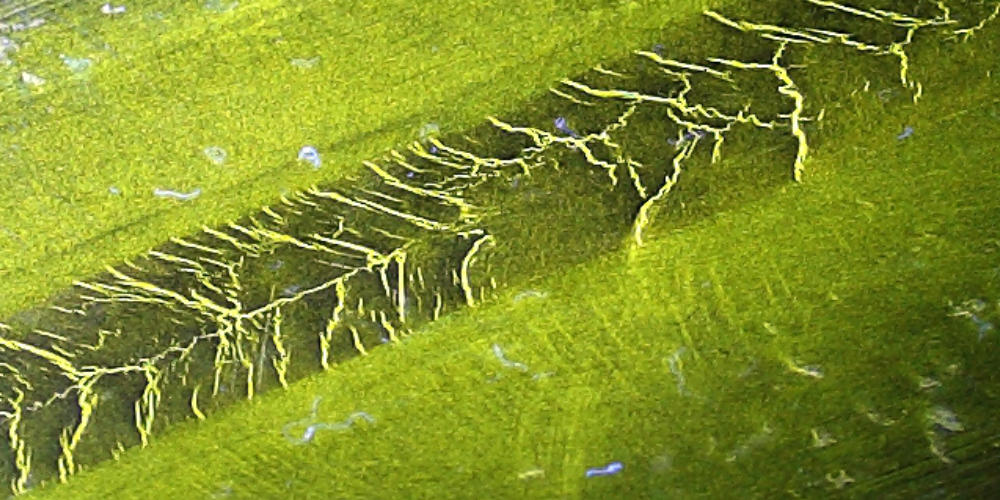
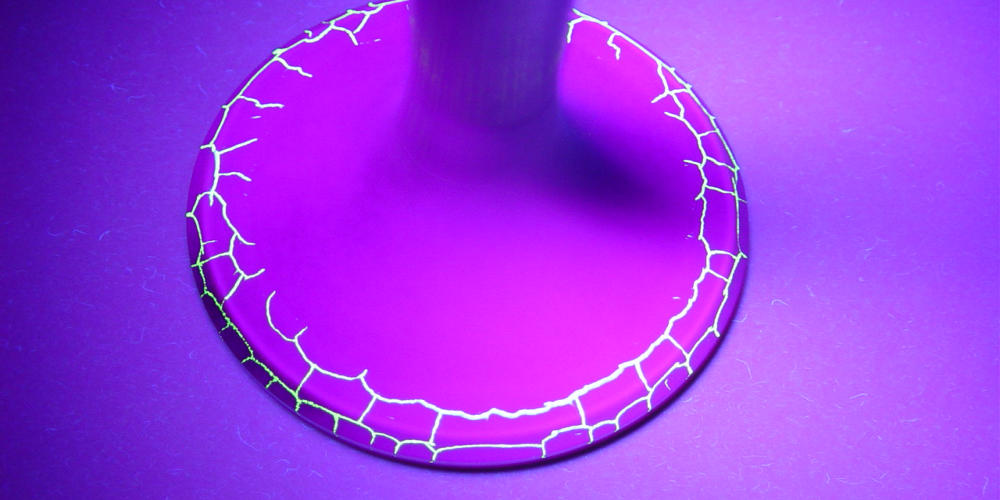
Fluoreszierend
System Heiss

NEUES:

UV-Lampe

Die Magnetpulverprüfung ist zum Nachweis von vorwiegend
spaltartigen Materialtrennungen (z.B. Rissen) in der Oberfläche und im
oberflächennahen Bereich geeignet. Prüfbar sind ferromagnetische
Werkstoffe. Zur Anwendung des Magnetpulververfahrens muss das
Werkstück im Prüfabschnitt magnetisiert werden. Eine optimale
Fehleranzeige erhält man dann, wenn das magnetische Feld den
Materialfehler senkrecht durchsetzt. Ein mögliches Verfahren zur
Magnetisierung ist die Jochmagnetisierung. Der magnetische Fluß gelangt
dabei über ein ferromagnetisches Joch in das Werkstück.
Die Hauptfeldrichtung ist die Verbindungslinie der beiden Pole des Joches.
Diese können als Einspannvorrichtung ausgebildet sein. So wird das
gesamte Werkstück magnetisiert. Es können auch Handmagnete auf das
Werkstück aufgesetzt werden, die dann den Bereich zwischen den Polen
magnetisieren. Zum Nachweis von Rissen beliebiger Orientierung können
zwei oder mehr Magnetisierungsarten in einem kombinierten Verfahren
gleichzeitig eingesetzt werden.
Prüfmittel
Als Prüfmittel stehen farbige oder fluoreszierende Magnetpulver zur
Verfügung. Fluoreszierende Magnetpulver haben die größte Empfindlichkeit.
Zu unterscheiden ist außerdem zwischen der Nassprüfung (Trägermedium
Wasser oder Öl) und der Trockenprüfung.
Die Fehlernachweisfähigkeit ist bei der Nassprüfung am größten.
Trockenprüfung:
Der Prüfbereich wird mit einem
Magnetpulver bestäubt oder das
Prüfstück wird in einen Behälter
getaucht, in dem die Partikel durch
Luftwirbelung in der Schwebe
gehalten werden
(Wirbeltopfverfahren).
Empfehlenswert ist die
Trockenprüfung dort, wo eine
Benetzung der Oberfläche
vermieden werden muß, oder bei
der Prüfung von heißenTeilen.
Nassprüfung:
Abbildung vergroessern das
Magnetpulver, mit dem der
Prüfabschnitt bespült wird, ist in
einer Trägerflüssigkeit suspendiert.
Es können kleinere Korngrößen als
bei der Trockenprüfung verwendet
und damit feinere Risse
nachgewiesen werden.

NEUES:
NEUES:



A bis Z KAWA-TEC GmbH
Davidschlag 44
4202 Kirchschlag bei Linz
Österreich
tel. +43 (0) 732 99 70 83
fax. +43 (0) 732 99 70 83-20
mail. office@kawa-tec.at
MAGNETPULVERPRÜFUNG NACH DIN EN ISO 9934



innovations in technology IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
A bis Z KAWA-TEC GmbH

Fluoreszierend

System Heiss
MAGNETPULVERPRÜFUNG
NACH DIN EN ISO 9934


MAGNETPULVERPRÜFUNG



Die Magnetpulverprüfung ist zum Nachweis von
vorwiegend spaltartigen Materialtrennungen (z.B. Rissen)
in der Oberfläche und im oberflächennahen Bereich
geeignet. Prüfbar sind ferromagnetische Werkstoffe.
Zur Anwendung des Magnetpulververfahrens muss das
Werkstück im Prüfabschnitt magnetisiert werden.
Eine optimale Fehleranzeige erhält man dann, wenn das
magnetische Feld den Materialfehler senkrecht
durchsetzt. Ein mögliches Verfahren zur Magnetisierung
ist die Jochmagnetisierung. Der magnetische Fluß gelangt
dabei über ein ferromagnetisches Joch in das Werkstück.
Die Hauptfeldrichtung ist die Verbindungslinie der beiden
Pole des Joches. Diese können als Einspannvorrichtung
ausgebildet sein. So wird das gesamte Werkstück
magnetisiert. Es können auch Handmagnete auf das
Werkstück aufgesetzt werden, die dann den Bereich
zwischen den Polen magnetisieren. Zum Nachweis von
Rissen beliebiger Orientierung können zwei oder mehr
Magnetisierungsarten in einem kombinierten Verfahren
gleichzeitig eingesetzt werden.
Prüfmittel
Als Prüfmittel stehen farbige oder fluoreszierende
Magnetpulver zur Verfügung. Fluoreszierende
Magnetpulver haben die größte Empfindlichkeit.
Zu unterscheiden ist außerdem zwischen der
Nassprüfung (Trägermedium Wasser oder Öl) und der
Trockenprüfung. Die Fehlernachweisfähigkeit ist bei der
Nassprüfung am größten.
Trockenprüfung:
Der Prüfbereich wird mit einem Magnetpulver bestäubt
oder das Prüfstück wird in einen Behälter getaucht, in dem
die Partikel durch Luftwirbelung in der Schwebe gehalten
werden (Wirbeltopfverfahren).
Empfehlenswert ist die Trockenprüfung dort, wo eine
Benetzung der Oberfläche vermieden werden muß, oder
bei der Prüfung von heißenTeilen.
Nassprüfung:
Abbildung vergroessern das Magnetpulver, mit dem der
Prüfabschnitt bespült wird, ist in einer Trägerflüssigkeit
suspendiert. Es können kleinere Korngrößen als bei der
Trockenprüfung verwendet und damit feinere Risse
nachgewiesen werden.

NEUES:

UV-Lampe

NEUES:
















